
.jpg) Chlorine, along with its important by-product, sodium hydroxide, is produced from the readily available starting material, rock salt (sodium chloride). It is well known for its use in sterilizing drinking water and in particular swimming pool water. However, most chlorine is used in the chemical industry in the manufacture of other products. Sometimes chlorine is in the product molecule but on other occasions it is used to produce intermediates in the manufacture of products that do not contain chlorine and the element is recycled.
Chlorine, along with its important by-product, sodium hydroxide, is produced from the readily available starting material, rock salt (sodium chloride). It is well known for its use in sterilizing drinking water and in particular swimming pool water. However, most chlorine is used in the chemical industry in the manufacture of other products. Sometimes chlorine is in the product molecule but on other occasions it is used to produce intermediates in the manufacture of products that do not contain chlorine and the element is recycled.
Uses of chlorine
The largest use is in the manufacture of poly(chloroethene), PVC. Other major polymers produced using chlorine include the polyurethanes. Although chlorine does not appear in the polyurethane molecule, chlorine is used to make the intermediates, the isocyanates. The oxygenates (Figure 1) are principally epoxypropane (propylene oxide) and propane-1,3-diol, which are used to make polyols. These, like the isocyanates, are used in turn to make polyurethanes.
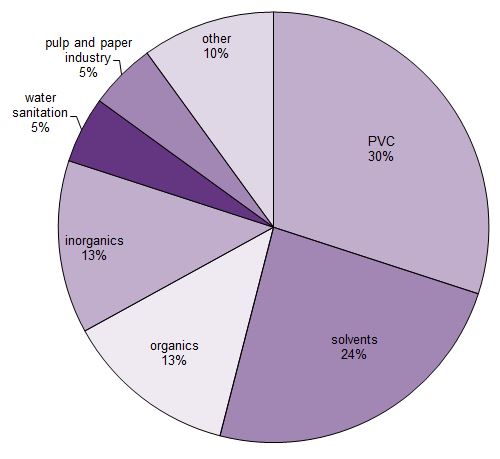
Figure 1 The uses of chlorine.
1-Chloro-2,3-epoxypropane has many industrial uses, the most important being in the manufacture of the epoxy resins. Among the uses of the chloromethanes are the manufacture of silicones and poly(tetrafluoroethene), PTFE.
The solvents (including trichloroethene) are used in dry cleaning.
Chlorine is also used in the manufacture of many inorganic compounds, notably titanium dioxide and hydrogen chloride.
Most chlorine is produced on the site on which it is going to be used, for example, to make hydrochloric acid and the other compounds described above.
.jpg)
Figure 2 Although much rock salt is pumped to the surface as brine, some is
mined, as is being done in this large underground deposit in Cheshire.
By kind permission of the Salt Association.
However, some chlorine needs to be transported for example, when it is to be used to purify water. For this, the chlorine is dried by passing it through concentrated sulfuric acid and then compressed and liquefied into cylinders, ready for transportation.
Annual production of chlorine
| World | 65 million tonnes1 |
| U.S. | 11 million tonnes1 |
| Europe | 10 million tonnes2 |
Data from:
1 2018 Elements of the Business of Chemistry, American Chemical Council.
2 In 2017 Chlor-Alkali Review 2017/2018 Euro Chlor, 2018.
Manufacture of chlorine
Most chlorine is manufactured by the electrolysis of sodium chloride solutions. The other main commercial product is sodium hydroxide. The primary raw material for this process is rock salt (sodium chloride), available worldwide usually in the form of underground deposits of high purity. It is pumped to the surface with high pressure water as a concentrated solution. This solution is often called brine.
A solution of sodium chloride contains Na+(aq) and Cl-(aq) ions and, from the dissociation of water, very low concentrations of H+(aq) and OH-(aq) ions. During the electrolysis of the solution, chlorine and hydrogen gases are produced:
.jpg)
As the hydrogen ions are discharged, more water dissociates forming more hydrogen and hydroxide ions. This results in a gradual build up of the concentrations of hydroxide ions around the cathode, thus producing a solution of sodium hydroxide. The essential requirement is to maintain an effective and economic means of separating the anode and cathode reactions so that the products, chlorine and caustic soda, will not react to form sodium hypochlorite. This separation has been achieved historically by the mercury amalgam and diaphragm processes. However, these are being phased out and most new plants use ion exchange membranes, which are the most environmentally and economically sound means of chlorine production.
| (a) Cation exchange membrane cell |
|---|
| The cation exchange membrane does not allow any gas or negative ions to flow through it but it allows Na+ ions to move between the brine and caustic compartments. |
| (b) Mercury amalgam cell |
| In the flowing mercury cathode process sodium ions are discharged in the form of a mercury sodium amalgam and chloride ions are converted to chlorine. The amalgam flows to a totally separate compartment, the decomposer (denuder) in which it reacts with water to yield sodium hydroxide solution and hydrogen gas. |
| (c) Percolating diaphragm cell |
| A percolating diaphragm, usually of asbestos, allows a through flow of brine from anode to cathode. It separates the chlorine and hydrogen gas spaces. The migration of OH- ions from the cathode to the anode is prevented by the velocity of liquid flow against them. |
Table 1 The key features of the three electrolytic processes.
(a) Cation exchange membrane cell
The anodes are made of titanium coated with ruthenium dioxide. The cathodes are nickel, often with a coating to reduce energy consumption. The anode and cathode compartments are completely separated by an ion-permeable membrane (Figure 3). The membrane is permeable to cations, but not anions; it allows the passage of sodium ions but not chloride or hydroxide ions . Sodium ions pass through in hydrated form (Na.xH2O)+ so some water is transferred, but the membrane is impermeable to free water molecules.
The sodium hydroxide solution leaving the cell is at ca 30% (w/w) concentration. It is concentrated by evaporation using steam, under pressure, until the solution is ca 50% (w/w), the usual concentration needed for ease of transportation and storage.
.jpg)
Figure 3 The membrane cell.
The membrane (0.15-0.3 mm thick) is a co-polymer of tetrafluoroethene (and a similar fluorinated monomer with anionic (carboxylate and sulfonate) groups.
The plant shown in Figure 4 is using the new oxygen depolarized cathode, ODC, technology to produce chlorine, following a large research programme in Germany, led by Bayer.
| Figure 4 Chlorine is being produced in this bank of membrane cells, using the latest technology involving oxygen-depolarised cathodes, ODC. This photo shows feed pipes being checked at the chemical plant. By kind permission of Bayer MaterialScience AG. |
 |
When hydrogen ions migrate to the cathode, hydrogen is liberated. However, if oxygen is pumped into this part of the cell, the hydrogen reacts to form water and the voltage needed for the electrolysis process is reduced by a third. This, in turn, reduces the power costs and thus the amount of carbon dioxide formed in the power station by a third. This is a great advantage as electricity accounts for about the total cost of production, A disadvantage is that the hydrogen is no longer available as an important and valuable by-product, together with oxygen being consumed as an additional raw material. There have been technical difficulties in applying this process (known as an oxygen-depolarised cathode, ODC) to the electrolysis of brine and it was found easier to apply to the electrolysis of aqueous hydrochloric acid in order to generate chlorine. Large commercial plants have been constructed in China and Germany, using ODC technology. Now these difficulties have been overcome and a new plant has been commissioned that uses brine as the starting material.
(b) The mercury cell
Typical modern gas-tight, rubber-lined or PVC-lined steel cells (Figure 4) are used, which measure about 2 m x 15 m. They have a slightly sloping base over which flows a thin layer of mercury, acting as a cathode. The anodes are a series of titanium plates coated with a precious metal oxide layer, and positioned about 2 mm from the cathode. The cells typically operate in series of approximately 100.
Purified, saturated brine (25% (w/w) sodium chloride solution) at typically 333 K flows through the cell in the same direction as the mercury. This high salt concentration and the anode coating ensures the oxidation of chloride ions rather than that of water which would yield oxygen at the titanium anodes.
.jpg)
Figure 5 The mercury cell and decomposer.
The chlorine is led off as shown in Figure 5.
At the mercury cathode, sodium ions are discharged in preference to hydrogen ions due to the high overvoltage of hydrogen. The sodium forms an amalgam with the mercury.
The amalgam contains approximately 0.3% (w/w) sodium. It moves on to a decomposer cell situated alongside the mercury cell.
The exit brine, containing typically 15-20% (w/w) sodium chloride, is freed of chlorine by blowing air through it, or subjecting the solution to a vacuum. The solution is resaturated with sodium chloride and returned to the cell.
The decomposer cell (Figure 5) is made of steel and contains graphite blocks fixed in the flow of amalgam. Alternatively, the decomposer is a tower packed with graphite spheres. The decomposer acts as a short circuited cell. At the anode sites, sodium is oxidized and the ions pass into solution. At the cathode sites, hydrogen is discharged.
The mercury is returned to the electrolysis cell and the hydrogen passes out of the decomposer. A 50% (w/w) solution of sodium hydroxide is produced in the decomposer and most of it is sold in this form. Some is concentrated by evaporation to 75% (w/w) and then heat ed to 750-850 K to obtain solid sodium hydroxide.
(c) The percolating diaphragm cell
In the diaphragm cell (Figure 6), the anodes are titanium coated with a precious metal oxide and the cathodes are steel. There is a porous asbestos diaphragm to separate chlorine and hydrogen that are liberated during electrolysis.
The hydroxide ions formed in the cathode compartment, together with the sodium ions, produce a solution of sodium hydroxide. The electrolyte level is maintained higher in the anode compartment so that the brine percolates through the diaphragm into the cathode section from where it flows out of the cell with the sodium hydroxide solution.
.jpg)
Figure 6 The diaphragm cell.
The chlorine formed on the anodes rises and is led away.
The cathode solution contains about 10-12% (w/w) sodium hydroxide and 15% (w/w) sodium chloride. This is evaporated to one-fifth of its original volume when the much less soluble sodium chloride crystallizes to leave a solution containing 50% (w/w) sodium hydroxide and less than 1% (w/w) sodium chloride.
Comparison of mercury, diaphragm and membrane cells
Factors such as capital and energy costs and environmental concerns all favour the membrane process (Table 2) but its development was not possible until work by Du Pont in the US in the early 1960s, and more recently in Japan, resulted in the production of the membrane material discussed above.
| Mercury | Diaphragm | Membrane | |
|---|---|---|---|
| construction costs | expensive | relatively cheap | cheaper than mercury cell |
| operation | toxic mercury must be removed from effluent | frequent asbestos diaphragm replacement | low maintenance costs |
| NaOH product concentration | high purity 50%-as required | less pure 12%-needs concentration | high purity 30%-needs concentration |
| typical cell energy consumption (kw hours per tonne of chlorine) | 3 360 | 2 720 | 2 500 |
| steam consumption per caustic evaporation | nil | high | medium |
| purity of brine | important | important | very important |
Table 2 Comparison of the three cells.
Throughout the world, the use of the mercury cell is being phased out. For example, in Europe1, the proportion of chlorine made using the Mercury cell has fallen from 55% to 6% in 2017. In contrast, the proportion of chlorine produced by a diaphragm cell has risen from 20% to 77% over the same period and the chlorine produced by a membrane cell has dropped from 23% to 12%.
1 In 2017 Chlor-Alkali Review 2017/2018 Euro Chlor, 2018.
| Figure 7 The large vessel is known as a Horton sphere. They are used in the chemical industry for liquid storage, for example for the distillation products from oil, such a petrol and naphtha. They are also used to store liquefied gases under pressure such as propene and chlorine as well as compressed gases such as hydrogen, oxygen and nitrogen. By kind permission of Arkema. |
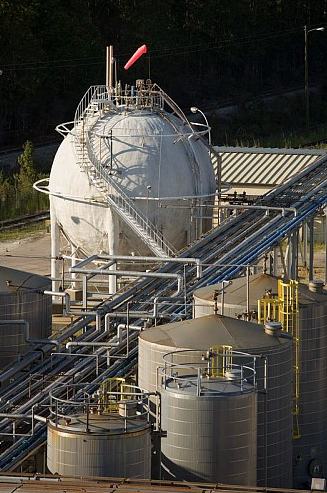 |
The chlorine-alkali balance
For every tonne of chlorine, 2.25 tonnes of 50% sodium hydroxide and 340 m3 of hydrogen (under normal conditions) are also produced. It is necessary, therefore, to ensure that all these products can be sold.
Date last amended: 27th November 2018