
Introduction
The chemical industry creates an immense variety of products which impinge on virtually every aspect of our lives.

Figure 1 The chemical industry is one of the largest manufacturing industries in all developed and emerging
countries. This is a view of the largest site in the world devoted to the industry, at Ludwigshaven in Germany.
By kind permission of BASF.
While many of the products from the industry, such as detergents, soaps and perfumes, are purchased directly by the consumer others are used as intermediates to make other products, For example, in Europe, 70% of chemicals manufactured are used to make products by other industries including other branches of the chemical industry itself. The industry uses a wide range of raw materials, from air and minerals to oil.
| Figure 2. There have been breath-taking changes in the chemical industry over the last 10 years or so, not only in Europe and in the US but particularly in China, India, the rest of Asia and Brazil. This is a view of the chemical industry plant at Daya Bay in the south-east of China. By kind permission of Shell International Limited. |
 |
With increasing competition worldwide, innovation remains crucial in finding new ways for the industry to satisfy its increasingly sophisticated, demanding and environmentally-conscious consumers.
What does the chemical industry produce?
The products of the chemical industry can be divided into three categories:
- Basic chemicals
- Speciality chemicals
- Consumer chemicals
Several other categorisations are used but this one is simple and helpful in the context of this web site. Outputs range widely, with basic chemicals produced in huge quantities (millions of tonnes) and some speciality chemicals produced in modest kilogramme quantities but with very high value. As explained in the unit on Chemical Reactors, the choice of reactor is often goverened by the amount of chemical that is to be produced.
The value of sales per category for both Europe and the US are broadly similar, as shown in Table 1.
| Europe | US | |||
|---|---|---|---|---|
| Basic chemicals | 60 | 61 | ||
| Polymers | 27 | 18 | ||
| Petrochemicals | 20 | 28 | ||
| Basic Inorganics | 13 | 15 | ||
| Speciality chemicals | 28 | 24 | ||
| Consumer chemicals | 12 | 15 | ||
Table 1: Products from the chemical industry in 2014 by category (%).
Facts and Figures, CEFIC; 2016 Guide to the Business of Chemistry, American Chemistry Council, 2015.
Basic chemicals
Basic chemicals are divided into
- chemicals derived from oil, known as petrochemicals
- polymers
- basic inorganics
The term ‘petrochemical’ can be misleading as the same chemicals are increasingly being derived from sources other than oil, such as coal and biomass. An example is methanol, commonly produced from oil and natural gas in the US and Europe but from coal in China. Another is ethene, derived from oil and gas in the US and Europe but increasingly from biomass in Brazil. Other examples are described in the units on this web site.
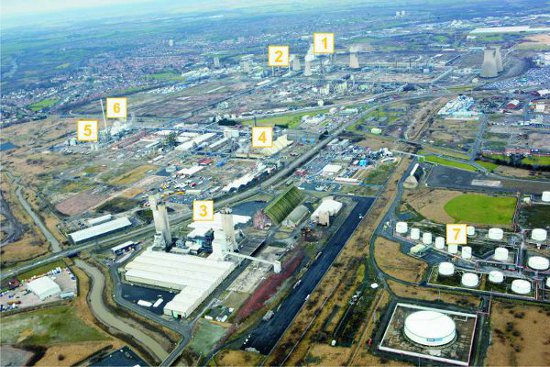
Basic chemicals, produced in large quantities, are mainly sold within the chemical industry and to other industries before becoming products for the general consumer. For example, ethanoic acid is sold on to make esters, much of which in turn is sold to make paints and at that point sold to the consumer. Huge quantities of ethene are transported as a gas by pipeline around Europe and sold to companies making poly(ethene) and other polymers. These are then sold on to manufacturers of plastic components before being bought by the actual consumer. Figure 3 shows a plant producing chemicals which it then immediately uses to manufacture other chemicals.
 |
|
Figure 3 Many companies use some of their chemical products as intermediates in their own manufacturing processes. There are often clusters of processes which use the output of one as the input to another. This site, at Billingham in the north-east of England, is a good example of such an integrated chemical plant. All the plants are also interconnected by steam pipes to make the most efficient use of energy released during manufacturing processes. 1. Ammonia is made from natural gas which is imported by pipeline from the North Sea. By kind permission of Marc Thorneycroft.
|
Petrochemicals and polymers
The production of chemicals from petroleum (and increasingly from coal and biomass) has seen many technological changes and the development of very large production sites throughout the world. The hydrocarbons in crude oil and gas, which are mainly straight chain alkanes, are first separated using their differences in boiling point, as is described in the unit Distillation. They are then converted to hydrocarbons that are more useful to the chemical industry, such as branched chain alkanes, alkenes and aromatic hydrocarbons. These processes are described in the unit, Cracking and related refinery processes.
In turn, these hydrocarbons are converted into a very wide range of basic chemicals which are immediately useful (petrol, ethanol, ethane-1,2-diol) or are subjected to further reactions to produce a useful end product (for example, phenol to make resins and ammonia to make fertilizers). Many examples are found in the group of units on this web site devoted to Basic chemicals.
The main use for petrochemicals is in the manufacture of a wide range of polymers. Due to their importance of these they are given their own section of units, Polymers.
Basic inorganics
These are relatively low cost chemicals used throughout manufacturing and agriculture. They are produced in very large amounts, some in millions of tonnes a year, and include chlorine, sodium hydroxide, sulfuric and nitric acids and chemicals for fertilizers. As with petrochemicals, many emerging countries are now able to produce them more cheaply than companies based in the US and Europe. This has led to tough competition and producers of these chemicals worldwide work continuously to reduce costs while meeting ever more stringent environmental and safety standards.
The units on basic inorganics can be found within the Basic chemicals section of the site.
Speciality chemicals
This category covers a wide variety of chemicals for crop protection, paints and inks, colorants (dyes and pigments). It also includes chemicals used by industries as diverse as textiles, paper and engineering. There has been a tendency in the US and Europe to focus on this sector rather than the basic chemicals discussed above because it is thought that, with active research and development (R & D), speciality chemicals deliver better and more stable profitability. New products are being created to meet both customer needs and new environmental regulations. An everyday example is household paints which have evolved from being organic solvent-based to being water-based. Another is the latest ink developed for ink-jet printers.
Units on selected speciality chemicals can be found within the Materials and Applications section of this site.
Consumer chemicals
Consumer chemicals are sold directly to the public. They include, for example, detergents, soaps and other toiletries. The search for more effective and environmentally safe detergents has increased over the last 20 years, particularly in finding surfactants that are capable of cleaning anything from sensitive skin to large industrial plants. Parallel to this, much work has been done in producing a wider range of synthetic chemicals for toiletries, cosmetics and fragrances.
Units on selected consumer chemicals can be found within the Materials and Applications section.
How does the chemical industry contribute to an economy?
The chemical industry is a very important contributor to the wealth of a country. For example it contributes over 1% to the Gross National Product (GNP) of European countries, which is over 6% of the total GNP produced by all manufacturing industries. Generally personnel in the industry are among the most well rewarded of all manufacturing industries because the industry has the largest proportion of highly qualified people and generally it is the most productive.
What is the value of the industry geographically?
In 2011, worldwide, it was estimated that world sales of chemicals amounted to over $3500 billion (Table 2). This means every man, woman and child in the world, on average, uses $500 worth of chemicals a year. Of course the main users of the chemicals are in the developed countries with each person using approximately $1200 worth of chemicals annually.
| Year | 2001 | 2011 | 2014 |
|---|---|---|---|
| Total sales in (billion $) | 1829 | 3567 | 3555 |
| China | 8.1 | 26.8 | 30.4 |
| Europe (EU) | 29.8 | 19.6 | 17.0 |
| Rest of Asia | 14.0 | 18.8 | 16.3 |
| North America | 27.6 | 17.1 | 12.8 |
| Japan | 10.7 | 6.4 | 4.7 |
| South America | 4.5 | 5.5 | 4.4 |
| Rest of World | 5.3 | 5.8 | 1.4 |
Table 2 The geographic breakdown (%) of the worldwide
chemical sales in 2001, 2011 and 2014.
From Facts and Figures, CEFIC, 2016.
Production in China and other Asian economies is rising rapidly (Table 2). China itself in the space of just 10 years has increased its percentage share from 8.1 to 30.4. In contrast the proportion has shrunk in Europe from 29.8 to 17.0% and that in North America from 27.6 to 16.3%. It is not as dire for Europe and North America as these numbers suggest as the total sales have increased from $545 to $1087 billion. Overall they are taking smaller slices of a much larger cake, but the mass of the slice is still growing. Thus chemical manufacture has increased by 80% in 20 years but its world share has nearly halved. Nevertheless, the manufacturing core of the industry is now decisively in Asia.
Table 3 shows the sales of the countries which have large sales.
| Sales (billion $) | |
|---|---|
| China | 1222 |
| US | 515 |
| Germany | 162 |
| Japan | 156 |
| South Korea | 133 |
| Brazil | 87 |
| France | 87 |
| India | 80 |
| Taiwan | 77 |
| Italy | 57 |
| Netherlands | 55 |
| United Kingdom | 44 |
| Spain | 43 |
Table 3 Chemical sales by country in 2014 (billion $).
From Facts and Figures 2016, CEFIC.
However these figures can be put into a different perspective when the size of the country’s population is considered (Table 4).
| Sales (billion $) | Population (million) | Sales/per head of population ($) | |
|---|---|---|---|
| China | 1222 | 1382 | 884 |
| US | 515 | 324 | 1590 |
| Germany | 162 | 126 | 1286 |
| Japan | 156 | 81 | 1926 |
| South Korea | 133 | 51 | 2608 |
| Brazil | 87 | 210 | 414 |
| France | 87 | 65 | 1338 |
| India | 80 | 1327 | 603 |
| Taiwan | 77 | 23 | 3348 |
| Italy | 57 | 60 | 950 |
| Netherlands | 55 | 17 | 3235 |
| United Kingdom | 44 | 65 | 677 |
| Spain | 43 | 46 | 935 |
Table 4 Chemical sales per head of population by country in 2014 ( $).
Data calculated from Facts and Figures 2016, CEFIC.
How large are the world’s chemical companies?
It can be seen (Table 5) that the head offices are spread around the world and reflect not only the high growth of chemical markets in the Middle East and in Asia but also the desire of oil producers to participate in making chemicals.
| Company | HQ location | Sales (billion $) |
|---|---|---|
| BASF | Germany | 63.7 |
| Dow Chemical | USA | 48.8 |
| Sinopec | China | 43.8 |
| SABIC | Saudi Arabia | 34;3 |
| Formosa Plastics | Taiwan | 29.2 |
| Ineos | Switzerland | 28.4 |
| ExxonMobil | USA | 28.1 |
| LyonnellBasell | Netherlands | 26.7 |
| Mitsubishi Chemical | Japan | 24.3 |
| DuPont | USA | 20.7 |
| LG Chem | South Korea | 18.2 |
| Air Liquide | France | 17.3 |
| Linde | Germany | 16.8 |
| AkzoNobel | Netherlands | 16,5 |
| Toray Industries | Japan | 15.5 |
| Evonik | Germany | 15.0 |
| PPG Industries | US | 14.2 |
| Braksem | Brazil | 14.2 |
| Yara | Norway | 13.9 |
| Covestro | Germany | 13.4 |
Table 5 Chemical companies: Sales in 2015 and the location of their head office.
Based on data from Chemical & Engineering News, July 25th 2016.
The chemical industry is highly multi-national. BASF is shown in Table 5 as a German company, but it has manufacturing plants in the US, UK, China and in many other countries worldwide, as well as in Germany. SABIC, whose Head Office is in Saudi Arabia, has manufacturing plants across Europe, the Americas, Asia as well as the Middle East. This company exemplifies the changes wrought in the chemical industry. From manufacturing its first chemicals in 1981, it is now the world’s largest producer of basic chemicals such as poly(phenylethene) (polystyrene), and ethane-1,2-diol (ethylene glycol).
Where are chemical sites located - and why?
The siting of many of the world’s major chemical companies may seem random or puzzling. In fact there are very good reasons for the choice of sites, reasons which also reflect the industrial and consumer landscape of the day.
(a) In the beginning - the nineteenth century
At first sight it seems strange that what are currently the fourth and seventh largest chemical companies in the world, Dow and DuPont , are situated in two small US cities, Midland, Michigan and Wilmington, Delaware. However, the reason that Henry Dow founded his company at Midland in 1897 was because the salt deposits in the area contain particularly high concentrations of bromide ions, and Dow had patented two methods for obtaining elemental bromine from these deposits.
DuPont’s story is more colourful. Eleuthère Irénée (E I) du Pont fled to the United States from the French Revolution. He arrived with considerable experience in manufacturing gunpowder and paid Jacob Broom, a local businessman, $6,740 for a site on the Brandywine River near Wilmington on which to build his first powder mill in 1802. The falling water drove the machinery of the mill and the willow trees on the riverbanks were turned into charcoal, one of the three ingredients of gunpowder. The site was far enough away from Wilmington in case of explosion but near enough to wharves on the river to ship out the powder. A perfect and entirely logical location.
At this time, two great German companies were established - Bayer in 1863 and BASF in 1865. Bayer’s incentive was principally the river Rhine, a tributary of which ran through the city of Barmen (now part of the city of Wuppertal). There Friedrich Bayer and Johann Friedrich Weskott, one a salesman and the other a master dyer, set up a factory to manufacture synthetic dyestuffs from coal-tar for the textile industry. The city was near extensive coal fields, and the Rhine’s tributary offered both a source of power and a means of transport.
BASF, like Bayer, was founded to make dyes but its location was influenced by civic utilities and an early instance of industrial recycling. In 1861 Friedrich Engelhorn built a gasworks in Mannheim and installed the street lighting for the town council. At the same time he seized the opportunity to use the by-product, coal-tar, to make dyes. The company also began to make the other chemicals necessary for dye production, notably alkalis and acids. Engelhorn called his company Badische Anilin- & Soda-Fabrik in recognition of the wide range of chemicals it manufactured and of its location in the Grand Duchy of Baden. With environmental foresight, the city fathers of Mannheim did not want any pollution of their city and so the plant was actually built across the Rhine at Ludwigshafen.
In the UK the locations of much of today’s industry also relate to the nineteenth century’s industrialisation. For example, the concentration of the chemical industry in the Northeast of England was influenced by the location of coal mines, the availability of iron ore (for the steel industry) and the closeness to ports. Similarly, the strong chlor-alkali industry (chlorine, sodium hydroxide, sodium carbonate) in the Northwest of England developed because of local coal and salt mines and the proximity of a major canal leading to a main port of England. The great cotton mills in Lancashire gave the obvious location for the dyestuff industry around Manchester, the largest city in Lancashire.
(b) Up to the present - the twentieth and twenty-first centuries
All of the sites mentioned above are flourishing today, although the companies expanded during the subsequent 150 years to make many other chemicals ranging from plastics to pharmaceuticals. They have also added many new plants all over the world to be near their customers.
Nevertheless, exactly the same range of factors that influenced locations in the nineteenth century are active today, for example:
- access to raw materials,
- plentiful water supplies,
- good communications (road, rail and port facilities),
- closeness to the customer for the products,
- reliable energy supplies,
- the availability of skilled labour.
One thing that changed during the twentieth century was the importance of oil and natural gas feedstocks in supporting the growing petrochemical/polymer industry which developed principally after 1945. This explains why some installations are sited adjacent to oil fields. For example, there is a cluster of companies adjacent to the oil fields in Texas, and the discoveries and development of gas shale (still a controversial process in many countries) in places like Texas, Colorado and Pennsylvania are leading to new investment in chemical plants nearby. Shale gas is extracted by a process called 'fracking' which is still a controversial processes in many countres. Fracking is discussed in detail in the unit Extracting crude oil and natural gas.
Access to the sea for transport remains a huge influence. Refineries and chemical companies have been built on the coast of many countries, whether they have their own indigenous oil and gas or whether they import it.
|
Figures 4 and 5 Refineries are usually located near the sea, allowing for the ready import and export of raw materials and products.
|
 |
 |
|
| Figures 5 An aerial view of Bukum Refinery, just off the shore of Singapore. By kind permission of Shell International Ltd. |
|
|
Figure 4 Storage tanks and docks at the Kwinana refinery near Perth, Western Australia. |
There are many examples along the US coastline of the Gulf of Mexico and in the UK (for example at Fawley near Southampton, Teesside on the east coast of England, at Mossmorran and Grangemouth in Scotland). Similarly, there are refineries on the coast of mainland Europe, for example near Antwerp (Belgium) and Rotterdam (Netherlands). There are even pipelines that connect refineries, enabling easy transport of the ethene and, in the Netherlands and Belgium, the propene produced by them.
.jpg)
Figure 6 Distribution of ethene by pipeline across Europe.
Other examples of very large refineries with chemical plants either integrated into them or nearby can be seen in Saudi Arabia (Al-Jubail, which has a large chemical complex built near a deep sea water harbour of Ras Tenura on the east coast near Bahrain), India (Jamnagar in the state of Gujarat on the north west coast) and South Korea (Ulsan on the south-east coast on the Sea of Japan). All three are among the world’s largest refineries, Jamnagar actually being the largest.
Many oil producing countries made a strategic decision not just to sell the crude oil, but also to participate in the higher added value markets downstream. They began to invest in both refineries and petrochemical plants close to the oil fields in their own countries (major production facilities now exist, for example, in Saudi Arabia). However, these are far away from the actual markets for the refined oils and chemicals. As it is cheaper to transport crude oil than to distribute many of its end products around the globe, there is now a trend for oil-producing countries to invest in more distant refineries and plants, closer to the consumer market. Meanwhile, US and European companies are investing heavily in vast refineries and chemical plants in emerging countries, in collaboration with the local chemical companies. For example, Shell shares such a complex with the China National Offshore Oil Corporation (CNOOC) in Daya Bay in the south-east of China (Figure 2) and Dow Chemical has linked up with the Saudi Arabian Oil to build a complex at Al- Jubail. This latter investment is massive, in the order of $20 billion.
Another major factor determining location has always been a profitable market for the end products. Since the chemical industry is its own biggest customer, it makes good sense to group together companies that use chemical products as intermediates in their own manufacturing process. This has led to clusters of plants (Figure 3) which successively use the output of one process as the input to another. For example, the manufacture of fertilizers, such as ammonium nitrate and carbamide (urea), can be found adjacent to ammonia plants which are themselves close to plants with a ready source of raw materials, either methane or naphtha, used to make ammonia.
More recently, close proximity to other high technology industries, as well as easy airport access, have been influential factors particularly for plants producing speciality chemicals.
Capital Investment
Capital investment—the investment in new developments is made up of two main components:
- structures (e.g., buildings), and
- equipment.
Investment in structures is mostly for industrial buildings and related structures (loading docks, terminals, etc.).
The investment in equipment includes process equipment such as pressure vessels, storage tanks, heat exchangers, pumps, compressors and electrical equipment. These are discussed in the unit Chemical reactors.
High priority is given to instrumentation, computers, and related automation orinformation processing technologies.
New investment needs include expanding production capacity for both new and existing products,replacing worn-out or obsolete plant and equipment, and improving operating efficiencies (saving energy, increasing protection for the environment.
Research and development (R&D)
Although expensive and time-consuming, research and development is crucial to the industry’s evolution. To keep competitive the industry must:
- find new products which enhance the quality of life
- adapt rapidly to changes in consumer demand around the worldproduce and sell chemicals in quantities that achieve economies of scale
- select locations for bulk chemical companies so that they can access the cheapest raw materials and energy
- improve existing processes for making chemicals in order to use less capital expenditure and save raw materials
- find methods of manufacturing that use and dispose of chemicals which do not harm the environment
- locate speciality chemical companies near good centres of R&D within both the commercial and university sectors.
The R & D cycle - deciding to carry out research on a particular topic, to spend money on development and then to manufacture - involves not only chemists and chemical engineers but other experts; financial (for borrowing the large sums of money needed), marketing (for ensuring that their new or improved product can be sold), legal (to ensure that the patents are secure) and many others.
Discoveries
Sometimes discoveries have been made by accident, for example, the discoveries of both low density and high density poly(ethene). However, neither would have been discovered had chemists not already been doing fundamental research on the reactions of ethene. Other discoveries are the direct results of the clever ideas of chemists with specific aims in mind, for example the discoveries of polyamides, polyesters and, much later, linear low density poly(ethene).
Research into new catalysts is still very fruitful. In recent years, a new catalyst for the manufacture of methanol has meant that the plant can operate at lower temperatures and lower pressures than hitherto, thus saving much energy to the benefit of the environment. A new class of catalysts, the metallocenes have been developed for the manufacture of poly(ethene) and poly(propene) which give superior properties to these plastics for specialised uses.
Other research areas that are now being commercialized include nanotechnology, biotechnology and the development of biofuels to supplement oil supplies. Significant benefits to the environment have come from research to develop processes which lead to improved octane rating of petrol, water-based paints, replacements for chlorofluorocarbons (CFCs) and the development of Green Chemistry as an active research area.
From research to production
Research carried out in the laboratories of industry and universities is only the first step. These discoveries have to be converted into realistic industrial processes. This is the job of the chemical engineer who is responsible for translating the laboratory chemistry to a larger scale. Scaling up production from grams under laboratory conditions to thousands of tonnes in a full scale industrial plant is very painstaking work for chemists and chemical engineers. The intermediate stages between laboratory and full scale production involve equipment that is able to mimic the large scale process and enable the most favourable conditions to be found for a high yield of product obtained at a suitable rate (Figure 7).

Figure 7 An example showing some pilot batch reactors which are separate and
operate in parallel. A computer controls each one and users can perform series
of experiments, changing temperature, pressure and catalyst composition.
By kind permission of the Cambridge Reactor Design Ltd.
The photograph below (Figure 8) shows an intermediate stage in which a a pilot plant, has been made, to find the most suitable conditions for the new OMEGA process to produce ethane-1,2-diol. This is a very important step as often the conditions that are suitable for the process in the laboratory are not necessarily suitable when the process is transferred to larger scale equipment. Thus many experiments under very carefully controlled conditions are carried out to obtain the maximum yield. The chemists and chemical engineers doing this work must also bear in mind the maximum yield may involve additional costs which make the process uneconomic.

Figure 8 The pilot plant for the new OMEGA process to make ethane-1,2-diol.
By kind permission of Shell International Ltd.
If this work is successful the next stage is to make the material on a commercial scale which, as in the case of ethane-1,2-diol, is many hundreds of thousands of tonnes a year (Figure 9). The profitability of the product lies in the design of the industrial scale reactor necessary for the safe manufacture of the desired products. The capital cost of such a plant is likely to be millions of dollars.
| Figure 9 The actual plant for the new OMEGA process to make ethane-1,2-diol, built after successful trials on the pilot plant. This plant produces 750 000 tonnes of the diol each year. By kind permission of Shell International Ltd. |
 |
Designing a plant is a team project and chemists, plant designers and chemical engineers select suitable materials for the construction of the plant. Although the common image is of chemical plants made from gleaming steel, many other materials are used in their construction including a wide variety of metals, plastics, glass and rubber. As construction materials are themselves chemicals, choosing materials which do not react with the chemicals involved in the process is essential to avoid hazardous interactions, the breakdown of the plant, or the contamination of the product.
Construction materials must be
- inert to reactants, intermediates and products
- capable of withstanding very high pressures and temperatures when necessary
- durable.
The chemical industry: how safe and how environmentally regulated?
Safety must be at the top of the chemical industry’s agenda and for good reason. Many of its products are potentially hazardous at some stage during their manufacture and transport. These chemicals may be solids, liquids or gases, flammable, explosive, corrosive and/or toxic. Manufacturing processes frequently involve high temperatures, high pressures, and reactions which can be dangerous unless carefully controlled. Because of this the industry operates within the safety limits demanded by national and international legislation.

Figure 10 Hydrofluoric acid is a very corrosive liquid. Here it is being
loaded automatically into a road tanker.
By kind permission of Mexichem Fluor.
Risks and injuries
In spite of dealing with hazardous operations, the chemical industry actually has a lower number of accidents than industry as a whole. Between 1995 and 2005, across the whole of European manufacture of all types, there were over 4 injuries for every 1000 employees, twice that sustained in the chemical industry. US data, recorded as days lost due to accidents, show an even starker difference; the number of days lost in major companies in the chemical industry through accidents is 4 times less than in manufacturing generally.
| Figure 11 Personnel are given extensive training in the use of safety clothing and equipment. In this photograph, maintenance is being carried out on a reactor used to produce hydrofluoroalkanes. By kind permission of Arkema. |
 |
Environmental regulations
There are serious concerns about the potential impact of certain manufactured chemicals on living organisms, including ourselves, and on the natural environment. These concerns include air, land and sea pollution, global warming and climate change, ozone depletion of the upper atmosphere and acid rain.
The chemical industry has a world-wide initiative entitled Responsible Care. It began in Canada in 1984 and is practiced now in over 60 countries. It commits national chemical industry associations and companies to:
- Continuously improve the environmental, health, safety and security knowledge and performance of our technologies, processes and products over their life cycles so as to avoid harm to people and the environment.
- Use resources efficiently and minimise waste.
- Report openly on performance, achievements and shortcomings.
- Listen, engage and work with people to understand and address their concerns and expectations.
- Cooperate with governments and organisations in the development and implementation of effective regulations and standards, and to meet or go beyond them.
- Provide help and advice to foster the responsible management of chemicals by all those who manage and use them along the product chain.
In the US, chemical companies spend over $12 billion a year on environmental, health and safety programs. This, for example, has led to the reduction of hazardous releases to the air, land and water by 80 percent over the last 25 years. Another environmental measure concerns the use of energy. In the 20 years from 1994, the chemical industry in the US saved about 20% energy per unit of production and in the same period energy saved per unit of production in the EU fell by 55%. Greenhouse gas emission per unit of production (the greenhouse gas intensity) decreased by 58% and 75% in the US and EU, respectively between 1990 and 2014.
Regulations are in force in every major country. In Europe, they are enforced through REACH (Registration, Evaluation Authorisation and restriction of Chemicals). They are fundamentally changing the way chemicals are made, sold and used, by providing a single standardised framework for the safe management of chemicals. REACH places the responsibility on both manufacturers and importers to ensure that all chemicals produced in quantities greater than one tonne a year do not adversely affect human health or the environment. The industry provides comprehensive documented information for all qualifying chemicals and related substances, enabling users of the chemicals to ensure that adequate controls are in place. Chemicals which are produced in amounts of 1000 tonnes or more per year must have been registered by December 2010 and those greater than 1 tonne must be registered by June 2018.
Only a small proportion of chemical wastes are toxic or hazardous. Most of these, together with materials which resist natural breakdown, are incinerated at high temperature. Whenever possible, the waste itself provides the fuel for this process. The gases produced are thoroughly cleaned and ‘scrubbed’ before release into the atmosphere, leaving only ash for disposal. Examples of how by-products are dealt with are seen throughout the units on this web site.
What are the challenges for the chemical industry today?
The chemical industry is undergoing huge changes worldwide. As we have seen above, one concerns the emergence of Middle Eastern countries and China, India and Brazil as manufacturers of chemicals on a mammoth scale, for their own consumption and also for export worldwide. Companies in these countries are also investing in plant in the US and Europe whilst US and European companies are investing in plant in these large emerging countries, making the industry as a whole totally international in the way it conducts business. The challenge for companies in the US and Europe is to cut their costs while ensuring that they conform to the best practice in protecting the environment. This concern about the environment is discussed in the separate units on individual chemicals.
A new revolution beckons. As oil and natural gas become ever scarcer and more expensive, chemists are searching for new feedstocks to supplement or even replace oil and natural gas. And they are rediscovering the virtues of coal (still in huge supply, even though it is a fossil fuel that cannot be replaced) and biomass.
Thus we are coming full circle. In the late 19th and the first part of the 20th centuries, the organic chemical industry was based largely on coal and biomass. Coal was heated strongly in the absence of air to form coal gas (a mixture of hydrogen, methane and carbon monoxide). A liquid (coal tar) was formed as a by-product which contained many useful organic chemicals, including benzene, and the solid residue was coke, an impure form of carbon. Coke was the source of what we now call synthesis gas. Steam was passed over it at high temperatures to yield carbon monoxide and hydrogen. Another source of organic chemicals was biomass. For example, the source of many C2 chemicals was ethanol, produced by fermentation of biomass. C3 and C4 chemicals such as propanone and butanol were also produced on a large scale by fermentation of biomass.
Since then, from the 1940s onwards, the industry has found better and better ways of using the products from the refining of oil to produce not only all the chemicals mentioned above but many more. An example is the growth of the petrochemical industry, with the array of new polymers, detergents, and myriad of sophisticated chemicals produced at low cost.
Perhaps therefore the greatest challenge lies in finding ways to reduce our dependence on non-renewable resources. Thus, as oil and natural gas supplies dwindle, we must find ways to use the older technologies based on biomass to produce chemicals in as an environmentally acceptable way as possible, in terms of energy expended and effluents produced. For example, some ethene and a range of polymers, as well as very large quantities of ethanol, are now being produced from biomass.
Another challenge is to reduce our dependence on non-renewable resources to produce energy. The easiest way to do this is to find ways to run our chemical plants at lower temperatures with the aid of catalysts or by using alternative routes. This has already begun in earnest as noted in the last section. The consumption of energy per unit of production has fallen by about 55% in the EU since 1994 and about 22% in the US since 1990. In consequence, the emission of carbon dioxide has fallen by approximately the same over the same time scales.
The new technologies based on nanomaterials will also be to the forefront in future advances in the chemical industry and it will be important to ensure that the production of these revolutionary materials is safe and of economic benefit.
The chemical industry has many challenges in the 21st century which must be overcome in order to remain at the heart of every major country. It is only through this that the industry can help society to maintain and improve its standard of living and do so in a sustainable way.
Much of the data used in this unit is derived from published work by CEFIC (Conseil Européen des Fédérations de l'Industrie Chimique, The European Chemical Industry Council) and the American Chemical Council.
Date last amended: 13th September 2016